For hazardous locations how ball valves adapted – Hazardous Locations: Ball Valve Adaptations explores the critical modifications necessary for ball valves to function safely and reliably in hazardous environments. These environments, often characterized by flammable gases, combustible dusts, or corrosive chemicals, present unique challenges to traditional valve designs. This review examines the material science, design innovations, and rigorous testing protocols that ensure the safe operation of ball valves in these high-risk settings, aligning with stringent regulations such as ATEX and IECEx.
We’ll delve into the specific adaptations needed for different actuation methods and explore real-world applications showcasing successful implementation in demanding industries.
The inherent risks associated with standard ball valves in hazardous locations stem from potential ignition sources like sparks, hot surfaces, or leakage. Strict regulations mandate the use of intrinsically safe equipment, requiring specialized designs and materials to mitigate these risks. This necessitates a comprehensive understanding of material properties, including corrosion resistance and flammability, and careful consideration of the valve’s design, actuation mechanism, and overall safety features.
Introduction to Ball Valves in Hazardous Locations
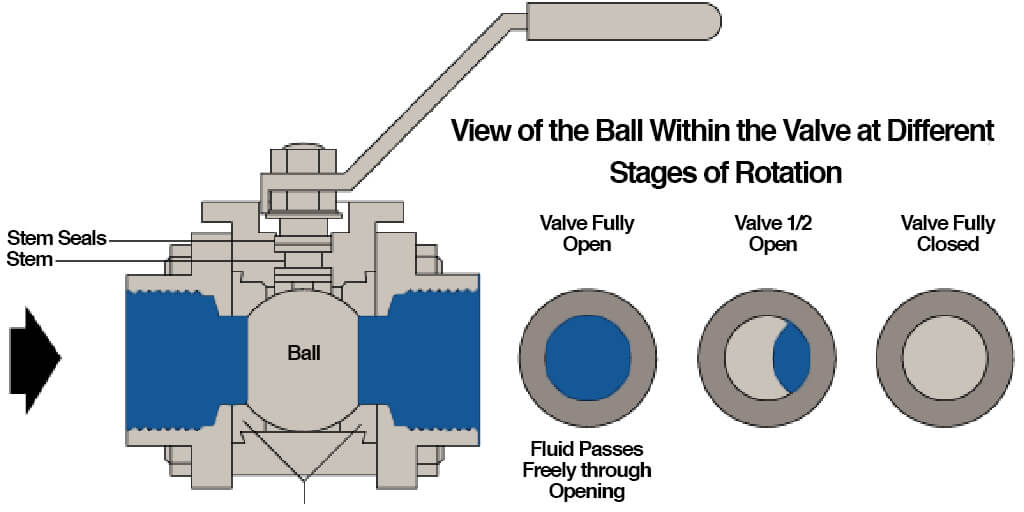
Ball valves are widely used in various industrial applications due to their simple design, reliable operation, and ease of maintenance. However, their deployment in hazardous locations presents unique challenges requiring careful consideration of safety and regulatory compliance. Hazardous locations are defined as areas where flammable gases, vapors, liquids, or combustible dusts may be present in sufficient concentrations to ignite.
The operation of standard ball valves in these environments can lead to significant risks, necessitating specialized designs and materials.Standard ball valves, if not appropriately designed and certified, pose several inherent risks in hazardous areas. These include the potential for sparking during operation, which could ignite flammable atmospheres; the possibility of leakage, leading to the release of hazardous substances; and the risk of valve failure due to corrosion or other environmental factors.
These risks can result in fires, explosions, injuries, and environmental damage.
Ball valves designed for hazardous locations often incorporate features like explosion-proof actuators and specialized materials resistant to corrosion. The durable construction is crucial, mirroring the need for permanent, graffiti-resistant surfaces, such as those discussed in this guide on anti graffiti graffiti how to etch glass , though applied to different materials. Ultimately, both applications prioritize long-lasting performance in challenging environments.
Regulatory Standards for Ball Valves in Hazardous Locations
The selection and installation of ball valves in hazardous locations are governed by stringent international and regional regulations and standards. These regulations aim to minimize the risks associated with the presence of flammable materials. Key standards include ATEX (ATmospheres EXplosibles) directives in Europe and IECEx (International Electrotechnical Commission – Ex) standards, which are internationally recognized. These standards define different hazard zones (e.g., Zone 0, Zone 1, Zone 2 for gases and vapors; Zone 20, Zone 21, Zone 22 for dusts) based on the likelihood and duration of the presence of flammable substances.
Ball valves intended for use in hazardous areas must meet the specific requirements of the applicable standard for their designated zone. Compliance is often demonstrated through certification from a notified body. For example, a valve intended for Zone 1 must be certified to meet the requirements for that specific zone, which include rigorous testing to ensure its intrinsic safety.
Design Modifications for Hazardous Location Ball Valves
To mitigate the risks associated with using ball valves in hazardous locations, several design modifications are implemented. These modifications focus on preventing ignition sources and ensuring operational reliability in harsh environments. Examples include the use of explosion-proof enclosures to prevent the ignition of external flammable atmospheres; intrinsically safe designs that limit the energy available to prevent sparking; and the selection of materials resistant to corrosion and chemical attack.
Furthermore, specialized sealing systems are employed to prevent leakage of hazardous substances. The specific design features required will vary depending on the hazardous area classification and the nature of the hazardous substance. For instance, a valve used in a Zone 0 environment, where the presence of flammable gases is continuous or frequent, will require a more robust and intrinsically safer design than a valve used in a Zone 2 environment.
Material Adaptations for Hazardous Environments
Ball valves intended for hazardous locations require careful material selection to ensure safe and reliable operation. The choice of materials directly impacts the valve’s resistance to corrosion, its ability to withstand ignition sources, and its overall lifespan in demanding environments. Factors such as the specific hazardous substance present (e.g., flammable gases, corrosive chemicals), the temperature range, and the pressure within the system all influence the appropriate material selection.Material selection significantly affects a valve’s performance in hazardous environments.
The properties of the chosen material determine the valve’s resistance to corrosion, its ability to withstand sparks and flames, and its compatibility with the chemicals it will handle. Inappropriate material selection can lead to valve failure, leaks, and potentially catastrophic consequences.
Material Properties Comparison
The table below compares the properties of commonly used materials in hazardous location ball valves. The suitability of each material varies depending on the specific hazardous environment.
| Material | Corrosion Resistance | Spark/Flame Resistance | Suitability for Hazardous Environments |
|---|---|---|---|
| 316 Stainless Steel | High resistance to many chemicals and environments; susceptible to chloride stress corrosion cracking in specific conditions. | Good; high melting point | Suitable for many hazardous locations, particularly those involving corrosive chemicals and moderate temperatures. Not ideal for extremely high temperatures or specific aggressive chemicals. |
| Brass | Moderate corrosion resistance; susceptible to dezincification in certain environments. | Moderate; lower melting point than stainless steel. | Suitable for less demanding applications and environments with low corrosivity. Not suitable for environments with high concentrations of corrosive chemicals or high temperatures. |
| Monel (Nickel-Copper Alloy) | Excellent resistance to many corrosive chemicals, including seawater and various acids. | Good; high melting point. | Suitable for highly corrosive environments, including marine applications and those involving strong acids. |
| Hastelloy (Nickel-Molybdenum-Chromium Alloy) | Exceptional resistance to a wide range of corrosive chemicals, including strong acids and oxidizing agents. | Good; high melting point. | Suitable for extremely harsh and corrosive environments where other materials fail. Often used in chemical processing plants. |
Impact of Material Selection on Ignition Resistance
The melting point and ignition temperature of the valve material are critical factors in preventing ignition in hazardous environments. Materials with high melting points and ignition temperatures are less likely to ignite in the presence of sparks or flames. For example, stainless steel’s high melting point makes it a safer choice compared to brass in environments with a risk of ignition.
Coating and Surface Treatments
Coatings and surface treatments can significantly enhance the corrosion resistance and ignition prevention capabilities of ball valves. Common coatings include epoxy, polyurethane, and specialized coatings designed for specific chemical environments. These coatings act as a barrier between the valve material and the hazardous environment, protecting against corrosion and reducing the risk of ignition. Surface treatments such as passivation (for stainless steel) can further enhance corrosion resistance.
The selection of coatings depends on the specific hazards present and the material of the valve body. For example, a fluoropolymer coating might be used to enhance chemical resistance in a highly corrosive environment.
Design Modifications for Intrinsic Safety
Ball valves intended for hazardous locations require significant design modifications to ensure intrinsic safety, minimizing the risk of ignition from electrical or mechanical sources. These modifications focus on preventing the generation of sparks, eliminating hot surfaces, and containing potential ignition sources within the valve’s construction. The specific design features vary depending on the classification of the hazardous area and the nature of the flammable material present.The core principle behind intrinsically safe design is to limit the energy available within the valve to a level below that required to ignite the surrounding atmosphere.
This involves careful selection of materials, precise engineering of components, and rigorous testing to ensure compliance with relevant safety standards. Several key mechanisms are employed to achieve this.
Sealed Enclosures and Explosion-Proof Construction
Sealed enclosures are a fundamental aspect of intrinsic safety in ball valves for hazardous locations. These enclosures prevent the ingress of flammable gases or dust into the valve’s internal components. This isolation significantly reduces the risk of ignition, even if a spark or hot surface were to be generated within the valve. Explosion-proof construction takes this a step further.
In explosion-proof designs, the valve’s casing is robust enough to contain any internal explosion, preventing the propagation of the explosion to the surrounding hazardous atmosphere. The enclosure is designed to withstand the pressure generated by an internal explosion and to prevent the escape of flames or hot gases. This design typically involves heavy-duty casings with specialized seals and venting mechanisms.
Mechanisms Preventing Spark Generation and Hot Surfaces
Several design features actively prevent the generation of sparks or hot surfaces within the valve. These include the use of non-sparking materials for internal components, such as bronze or stainless steel, in place of ferrous metals which can create sparks through friction. Furthermore, careful design of the valve’s operating mechanism, such as the use of low-friction seals and precisely engineered bearings, minimizes the potential for frictional sparks.
Additionally, surface treatments, such as electropolishing, can reduce surface roughness and the likelihood of spark generation. The selection of appropriate lubricants is also critical, ensuring they do not generate heat or sparks during operation.
Examples of Design Modifications Minimizing Ignition Risk
The following design modifications exemplify strategies employed to minimize ignition risk:
- Hermetically sealed actuators: These actuators completely enclose the electrical components, preventing the escape of sparks or hot gases. This ensures that any potential ignition source remains confined within the sealed unit.
- Increased electrical insulation: Utilizing high-quality, robust insulation materials significantly increases the resistance to electrical arcing or short circuits, thus preventing spark generation. The choice of insulation material is crucial and depends on the specific hazardous environment.
- Flame arresters: These devices are incorporated into the valve’s design to prevent the propagation of flames in the event of an internal explosion. Flame arresters use porous media to cool and extinguish flames before they can escape the valve’s enclosure.
- Pressure relief valves: These valves are designed to safely release excess pressure within the valve’s enclosure, preventing a build-up that could lead to an explosion. The pressure relief valve is sized to safely vent pressure without causing ignition.
- Use of intrinsically safe electrical components: This includes employing electrical components and wiring certified for use in hazardous locations. These components are designed to limit the energy available to a level below that required to ignite the surrounding atmosphere.
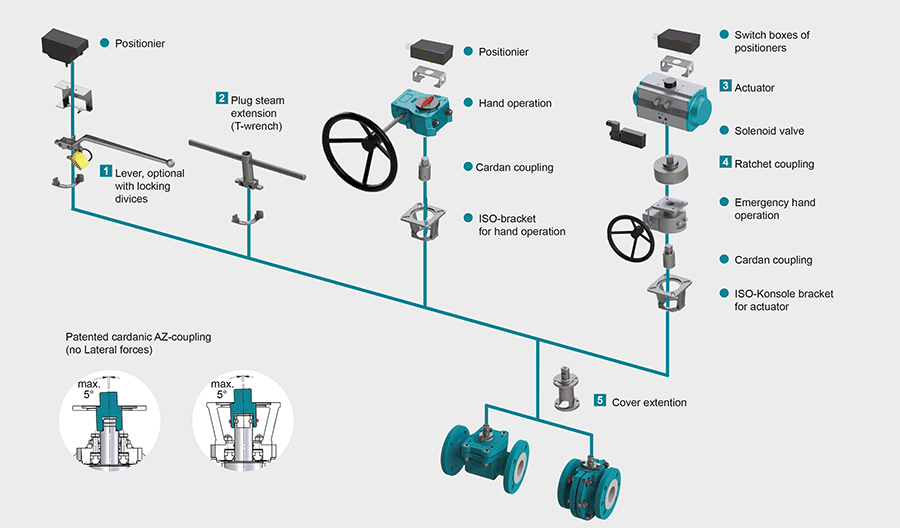
Actuation Mechanisms and Their Adaptation
The choice of actuation mechanism for ball valves in hazardous locations is critical for safety and operational reliability. The inherent risks associated with flammable or explosive atmospheres necessitate careful consideration of the actuation method’s potential for ignition sources and its ability to operate reliably under potentially harsh conditions. This section compares various actuation methods and their respective safety features.
Three primary actuation methods are commonly employed: manual, pneumatic, and electric. Each presents unique advantages and disadvantages regarding safety and suitability for hazardous areas. The selection process depends on factors such as the valve size, operating frequency, environmental conditions, and the specific requirements of the hazardous location classification.
Manual Actuation in Hazardous Locations
Manual actuation involves directly operating the valve using a handwheel or lever. While simple and inherently reliable, its suitability for hazardous areas is limited to situations where the risk of accidental operation or ignition is minimal, and the valve’s location is easily accessible for manual operation. Safety features may include robust construction to prevent accidental breakage and clear, unambiguous markings to indicate the valve’s open and closed positions.
In hazardous areas, manual actuation is generally only suitable for smaller valves and infrequent operation. The potential for human error, however, remains a significant concern.
Pneumatic Actuation in Hazardous Locations, For hazardous locations how ball valves adapted
Pneumatic actuation utilizes compressed air to operate the valve. This method offers advantages in terms of speed and remote operation, making it suitable for larger valves and more frequent operation. However, the compressed air system itself needs careful consideration in hazardous locations. Safety features include intrinsically safe air supply systems, explosion-proof actuators, and pressure relief valves to prevent over-pressurization.
The use of non-sparking materials throughout the pneumatic system is crucial. Furthermore, regular inspection and maintenance of the pneumatic system are vital to ensure continued safe operation.
Electric Actuation in Hazardous Locations
Electric actuators provide precise control and are often preferred for automated systems. However, the electrical components present a significant ignition risk in hazardous areas. Therefore, intrinsically safe designs are essential. These designs limit the energy levels within the electrical circuit to prevent the generation of sparks or sufficient heat to ignite flammable materials. Certification to relevant standards, such as IEC 60079, is crucial for ensuring compliance with safety regulations.
Further safety features include emergency shutdown mechanisms, over-travel protection, and robust enclosures to protect the internal components from environmental factors.
Fail-Safe Mechanism for an Electric Actuator in a Hazardous Location
A fail-safe mechanism for an electric actuator in a hazardous location could utilize a spring-return system. In the event of power failure or malfunction, a spring would automatically return the valve to a predetermined safe position (either fully open or fully closed, depending on the application’s safety requirements). This spring mechanism should be designed to operate reliably even under adverse conditions and be constructed from materials that are suitable for the hazardous area classification.
Regular inspection and testing of the spring mechanism are necessary to ensure its effectiveness. The system would also incorporate a visual indicator to clearly show the valve’s position and the status of the fail-safe mechanism. Additionally, a redundant power supply, such as a battery backup, could be incorporated to maintain operation during power outages, preventing the activation of the fail-safe mechanism unless absolutely necessary.
Testing and Certification Procedures: For Hazardous Locations How Ball Valves Adapted
Rigorous testing and certification are crucial to ensure ball valves intended for hazardous locations meet stringent safety and performance requirements. These procedures verify the valve’s ability to withstand the specific environmental conditions and prevent ignition sources in potentially explosive atmospheres. Certification bodies utilize standardized tests to confirm compliance with relevant regulations and provide assurance to end-users.Testing procedures for hazardous location ball valves encompass a wide range of assessments, from material analysis to functional performance evaluations under simulated hazardous conditions.
These tests aim to identify potential weaknesses and ensure the valve’s continued integrity and safety throughout its operational lifespan. Certification standards provide a framework for these tests and dictate the specific requirements that must be met for approval.
Certification Standards and Markings
Several international standards govern the design, manufacture, and testing of equipment for hazardous locations. These standards define specific requirements for different hazardous area classifications (e.g., Zones 0, 1, 2, 20, 21, 22) and equipment protection methods (e.g., intrinsically safe, explosion-proof, increased safety). Common standards include IEC 60079, ATEX (European Union), and CSA (Canada). Certified valves will bear markings indicating compliance with the relevant standards, including the specific classification and protection method.
For instance, a valve certified for Zone 1 hazardous locations with explosion-proof protection might display markings such as “Ex d IIC T6”. This indicates the valve is suitable for use in Zone 1, is explosion-proof (Ex d), suitable for gas group IIC, and has a maximum surface temperature rating of T6 (85°C).
Pressure Test Procedure
A pressure test is a critical component of verifying the integrity of a hazardous location ball valve. This test ensures the valve’s ability to withstand the designed operating pressure and prevent leaks, which could lead to hazardous situations. The following steps Artikel a typical pressure test procedure:
- Preparation: Inspect the valve for any visible damage or defects. Ensure all connections are properly sealed and tightened. The test environment should be safe and controlled, away from any ignition sources.
- Isolation: Isolate the valve from the process system. This is crucial to prevent accidental release of hazardous materials during the test.
- Pressurization: Connect a calibrated pressure gauge and a pressure source to the valve. Slowly increase the pressure to the test pressure, which is typically higher than the maximum operating pressure. The specific test pressure will be determined by the valve’s design specifications and the relevant standards.
- Holding Time: Maintain the test pressure for a specified duration, usually several minutes or longer, as defined by the relevant standard. This allows for any potential leaks to become evident.
- Leak Detection: Carefully monitor the pressure gauge for any pressure drop during the holding time. Any significant pressure drop indicates a leak. Thoroughly inspect all connections and the valve body for any signs of leakage (e.g., bubbles in a water test, escaping gas).
- Depressurization: Slowly depressurize the valve to atmospheric pressure. Rapid depressurization can damage the valve.
- Post-Test Inspection: After depressurization, perform a final visual inspection of the valve for any signs of damage or deformation caused by the pressure test.
Case Studies of Ball Valve Applications in Hazardous Locations
This section presents two case studies illustrating the successful implementation of adapted ball valves in demanding hazardous environments. These examples highlight the effectiveness of specialized designs and materials in ensuring safe and reliable operation within stringent safety regulations. The challenges faced and the solutions implemented are detailed to provide valuable insights into practical applications.
Case Study 1: Offshore Oil Platform
This case study focuses on the application of a fire-safe, cryogenic ball valve on an offshore oil platform in the North Sea. The harsh environment presented significant challenges, including exposure to extreme temperatures (ranging from -20°C to +50°C), high pressure, corrosive seawater, and the constant risk of fire and explosions. A three-piece, floating ball valve constructed from stainless steel with specialized fire-safe packing and a secondary sealing system was selected.
This design ensured leak-tight performance even under extreme conditions and in the event of a fire. The successful implementation of these valves significantly improved safety and operational reliability, reducing the risk of leaks and environmental damage, and minimizing costly downtime. The challenges of corrosion were mitigated by the use of high-grade stainless steel and regular inspection and maintenance programs.
The extreme temperature range was addressed through the use of materials with a wide operational temperature window and the design of the valve body to accommodate thermal expansion.
Case Study 2: Chemical Processing Plant
This case study examines the use of a pneumatically actuated, double-block-and-bleed ball valve in a chemical processing plant handling highly corrosive and toxic chemicals. The plant’s stringent safety requirements demanded a valve design that ensured complete isolation of the process stream in case of failure. The double-block-and-bleed configuration provided an additional layer of safety by allowing for positive shutoff and verification of the closed position.
The valve body was constructed from a corrosion-resistant alloy specifically chosen to withstand the aggressive chemical environment. The pneumatic actuator offered remote control and precise operation, minimizing human exposure to hazardous materials. A key challenge was ensuring the long-term reliability of the actuator in the corrosive atmosphere. This was addressed by using a sealed and protected pneumatic system and implementing a rigorous maintenance schedule.
The successful implementation of these valves ensured safe and reliable operation, significantly reducing the risk of leaks and operator exposure to hazardous chemicals.
Future Trends in Ball Valve Adaptation for Hazardous Locations
The ongoing evolution of materials science, manufacturing techniques, and safety regulations is driving significant advancements in ball valve technology for hazardous locations. These improvements focus on enhancing safety, reliability, and operational efficiency while adhering to increasingly stringent regulatory requirements. The integration of smart technologies and predictive maintenance strategies is also shaping the future of these critical components.
Several key areas are experiencing rapid development, promising significant improvements in the performance and longevity of ball valves in hazardous environments. These advancements address material limitations, improve actuation systems, and enhance diagnostic capabilities. The following sections detail these emerging trends.
Advanced Materials and Coatings
The development and implementation of novel materials and coatings are crucial for enhancing the corrosion resistance and overall lifespan of ball valves in harsh environments. For example, advanced alloys with superior resistance to specific chemicals and extreme temperatures are being explored. Similarly, research into more durable and effective coatings, such as those incorporating nanotechnology for enhanced barrier properties, is showing promise.
These advancements directly translate to reduced maintenance requirements and extended operational life, ultimately enhancing safety and minimizing downtime in hazardous locations. The use of super duplex stainless steels, for example, offers significant improvements in corrosion resistance compared to traditional stainless steels, making them particularly suitable for applications involving aggressive chemicals or high salinity.
Improved Design and Manufacturing Techniques
Additive manufacturing (3D printing) offers the potential to create highly customized ball valve designs optimized for specific hazardous location applications. This technology allows for the creation of complex internal geometries that improve flow characteristics and reduce pressure drop, enhancing efficiency. Furthermore, advancements in precision machining and surface finishing techniques minimize imperfections that can act as initiation sites for corrosion or fatigue failure.
The ability to incorporate sensors and monitoring systems directly into the valve body during the manufacturing process is another significant advantage, leading to improved real-time monitoring and predictive maintenance capabilities.
Smart Actuation and Monitoring Systems
The integration of smart technologies, including advanced sensors and wireless communication protocols, is transforming ball valve actuation and monitoring. Real-time data on valve position, pressure, temperature, and other critical parameters can be collected and analyzed remotely, enabling proactive maintenance and early detection of potential failures. This reduces the risk of leaks or malfunctions in hazardous locations, improving overall safety.
Examples include the use of wireless condition monitoring systems that provide alerts of impending failure, allowing for timely intervention before a catastrophic event occurs. Furthermore, the development of more robust and reliable actuators with enhanced safety features, such as emergency shut-off mechanisms, further enhances safety.
Enhanced Testing and Certification Procedures
Future regulations are likely to demand more rigorous testing and certification procedures for ball valves used in hazardous locations. This will involve the development of more sophisticated testing methodologies that simulate real-world operating conditions more accurately. The integration of advanced non-destructive testing techniques, such as advanced ultrasonics and X-ray inspection, will allow for more thorough inspection and quality control throughout the manufacturing process.
These enhanced testing procedures will contribute to higher levels of confidence in the safety and reliability of ball valves deployed in hazardous areas. This will also likely lead to a greater emphasis on traceable documentation and comprehensive lifecycle management of these critical components.
Impact of Future Regulations
The evolving regulatory landscape for hazardous locations will continue to drive innovation in ball valve design and manufacturing. Stricter emission standards, enhanced safety protocols, and increased emphasis on environmental protection are likely to result in more stringent requirements for material selection, design, and testing. Manufacturers will need to adapt their processes and technologies to meet these evolving standards, leading to the development of more robust, reliable, and environmentally friendly ball valves.
This includes compliance with standards such as IEC 61508 (functional safety) and ATEX (equipment for use in explosive atmospheres), which are likely to become even more demanding in the future. This necessitates ongoing research and development efforts to ensure that ball valves remain compliant and safe in increasingly challenging environments.
Final Wrap-Up
In conclusion, the adaptation of ball valves for hazardous locations represents a crucial intersection of engineering, materials science, and safety regulations. The successful deployment of these valves in high-risk environments hinges on a meticulous selection of materials, innovative design modifications, and rigorous testing procedures. By adhering to stringent standards and incorporating advanced safety features, the industry ensures the safe and reliable operation of critical infrastructure in potentially explosive or corrosive atmospheres.
Ongoing research and development continue to refine these adaptations, promising even greater safety and efficiency in the future.
FAQ Corner
What are the common failure modes of ball valves in hazardous locations?
Common failures include corrosion leading to leakage, seal failure causing emissions, and actuator malfunction leading to operational issues. These can be exacerbated by the harsh environment.
How often should ball valves in hazardous locations be inspected and maintained?
Inspection and maintenance schedules vary depending on the specific application and regulations, but frequent inspections (e.g., monthly or quarterly) and regular maintenance (e.g., annually) are typically recommended.
What is the difference between explosion-proof and intrinsically safe ball valves?
Explosion-proof valves contain the explosion within a robust enclosure, while intrinsically safe valves prevent the generation of sufficient energy to ignite a flammable atmosphere.

